Разберем простой случай: есть STL небольшой свечи из шариков, и по этой модели нужно подготовить опалубку для силиконовой формы. Речь не про готовую силиконовую форму, а про печатную оснастку: дно, стенки, разъем и файлы, которые потом открываются в слайсере.
Модель кажется простой. У нее есть плоское дно, округлый рельеф и нет тонких выступов. Но даже здесь важно заранее посмотреть, как будет раскрываться форма. Углубления между шариками влияют на линию разъема, толщину силикона и удобство извлечения мастер-модели после заливки.
Такой пример удобен для первого прохода. На нем видно базовый порядок: проверить STL, выбрать дно, задать толщины, построить опалубку, посмотреть результат и только потом отправлять детали в печать.
Если вы ищете именно программу для создания опалубки для силиконовых молдов по STL, сначала полезно понять общий сценарий: что программа автоматизирует, а что все равно нужно проверять вручную.
Как работает программа для опалубки силиконовых молдов
Сначала смотрим на исходный STL
Перед построением опалубки сначала нужно понять, подходит ли исходная модель под такой способ работы. В CraftMold это начинается с проверки STL и выбора рабочей стороны.
Для первого осмотра хватает нескольких вопросов:
- есть как минимум одна плоская грань - это наше дно;
- ожидаемый и показываемый габаритный размер совпадают;
- рельеф не образует жестких поднутрений или сквозных отверстий;
- модель не состоит из лишних случайных компонентов;
- масштаб похож на реальный размер изделия;
- самая сложная часть модели доступна для будущего раскрытия формы.
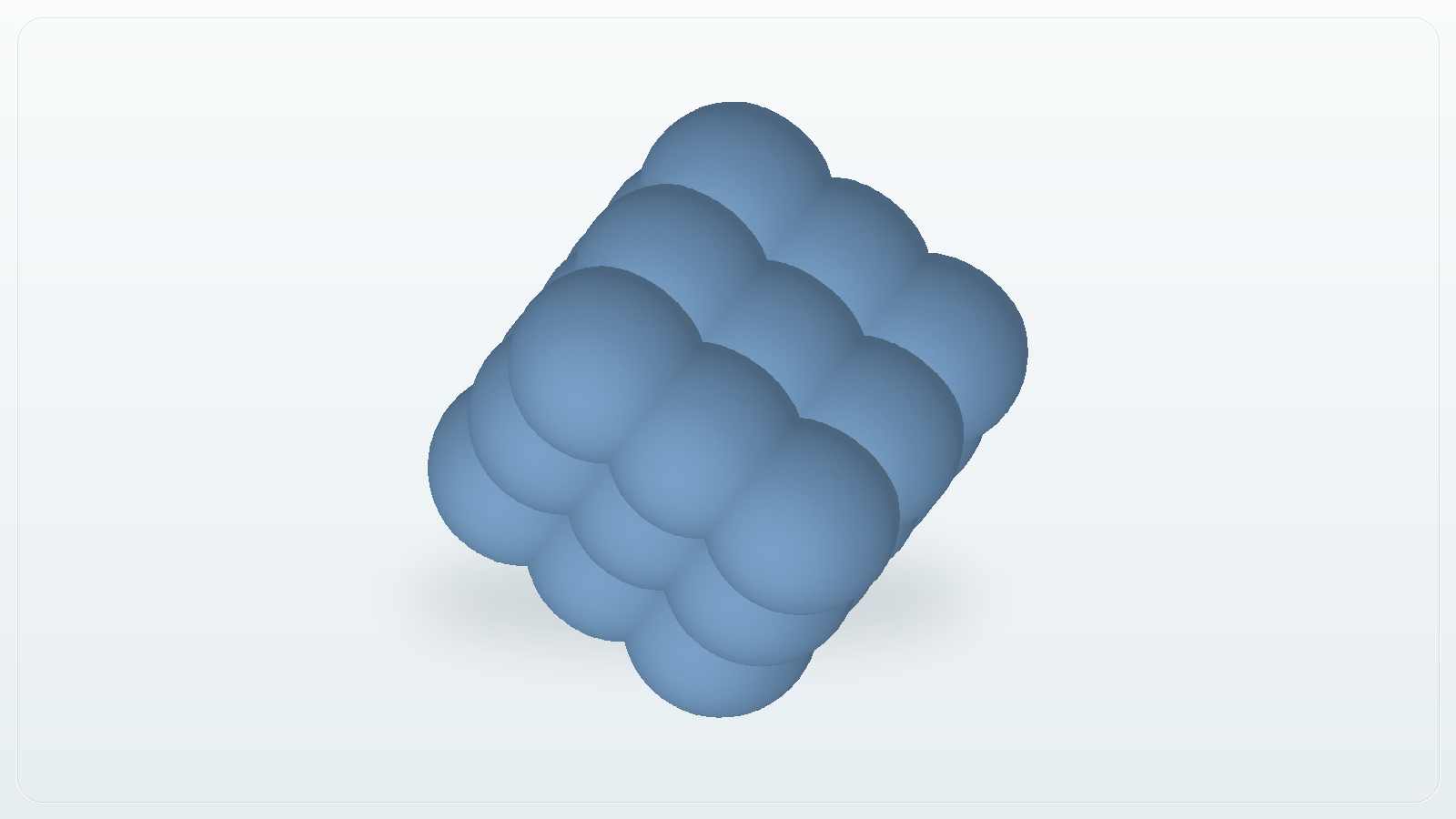
У этой модели дно есть, оно плоское, а поднутрения не создают явной проблемы при размещении на дне. Значит, ее можно брать в первый проход без ручной правки в CAD или Blender.
Это не значит, что любая похожая свеча пройдет так же. Если рельеф глубже, есть нависающие карманы или тонкие перемычки, модель может хуже выходить из силикона. В таком случае проблему лучше решать в исходной геометрии, а не пытаться скрыть настройками опалубки.
Выбираем дно
В CraftMold выбранная плоскость дна становится базой формы. Пользователь выбирает не просто сторону для вида, а локальный ноль формы: от него дальше считаются дно, стенки и положение модели внутри опалубки.
Для этой свечи нормальный вариант один - плоская нижняя сторона. Так опалубка стоит устойчиво, модель не висит в воздухе, а рельеф остается на боках и сверху.
Если выбрать дно неправильно, стенки могут пойти не с той стороны, разъем окажется неудобным, а печатные детали будет сложнее собрать. Поэтому выбор дна лучше делать осознанно: повернуть модель, посмотреть, как она будет стоять при заливке, и только потом подтвердить плоскость.
Для силиконовой формы из STL важен именно этот взгляд: модель нужно оценивать не только как 3D-объект на экране, но и как будущую сборку для заливки.
Настройки для первого прохода
Для демо использован компактный набор параметров. Это не эталон и не рецепт для всех свечей, а стартовая точка для небольшой формы:
- толщина силикона: 2.64 мм (достаточно для ненагруженной формы);
- толщина печатной стенки: 1.76 мм (4 периметра);
- дно: 5 мм;
- разбиение стенок: 2 секции;
- нижний интерфейс: V-дно.
Толщина силикона задает запас вокруг мастер-модели. Если сделать слой слишком тонким, форма может деформироваться при заливке или при извлечении детали. Если сделать слишком толстым, увеличатся расход силикона и общий размер опалубки.
Если нужно заранее оценить расход материала, отдельно посчитайте объем силикона: из внутреннего объема формы в мл вычитается объем мастер-модели, затем результат переводится в килограммы по плотности выбранного состава.
Калькулятор расхода силикона для формы
Толщина печатной стенки отвечает за жесткую часть, которая будет печататься на 3D-принтере. Для FDM-печати удобно думать в периметрах. Если линия печати предсказуемая, то 1.76 мм как 4 периметра понятнее, чем абстрактная толщина без привязки к принтеру.
Дно 5 мм здесь выбрано с запасом. Его можно сделать тоньше или толще, но после печати деталь должна оставаться жесткой. Дно удерживает модель, нижний интерфейс и геометрию сборки. Если дно деформируется, стенки уже не будут сходиться так, как рассчитано.
Разбиение на 2 секции для такой свечи логично: форма простая, рельеф круглый, лишние разрезы только усложнят сборку. Для более сложной модели могут понадобиться 3 или 4 секции, но это уже надо решать по геометрии, а не по привычке.
V-дно в этом примере помогает сделать понятный нижний интерфейс. Важно не название режима, а результат: дно и стенки должны собираться без подгонки, а силикон не должен уходить в лишние щели.
Что получилось после построения
CraftMold построил две секции стенок. Они обходят рельеф и расходятся по линии разъема, чтобы опалубку можно было собрать перед заливкой и раскрыть после отверждения силикона.
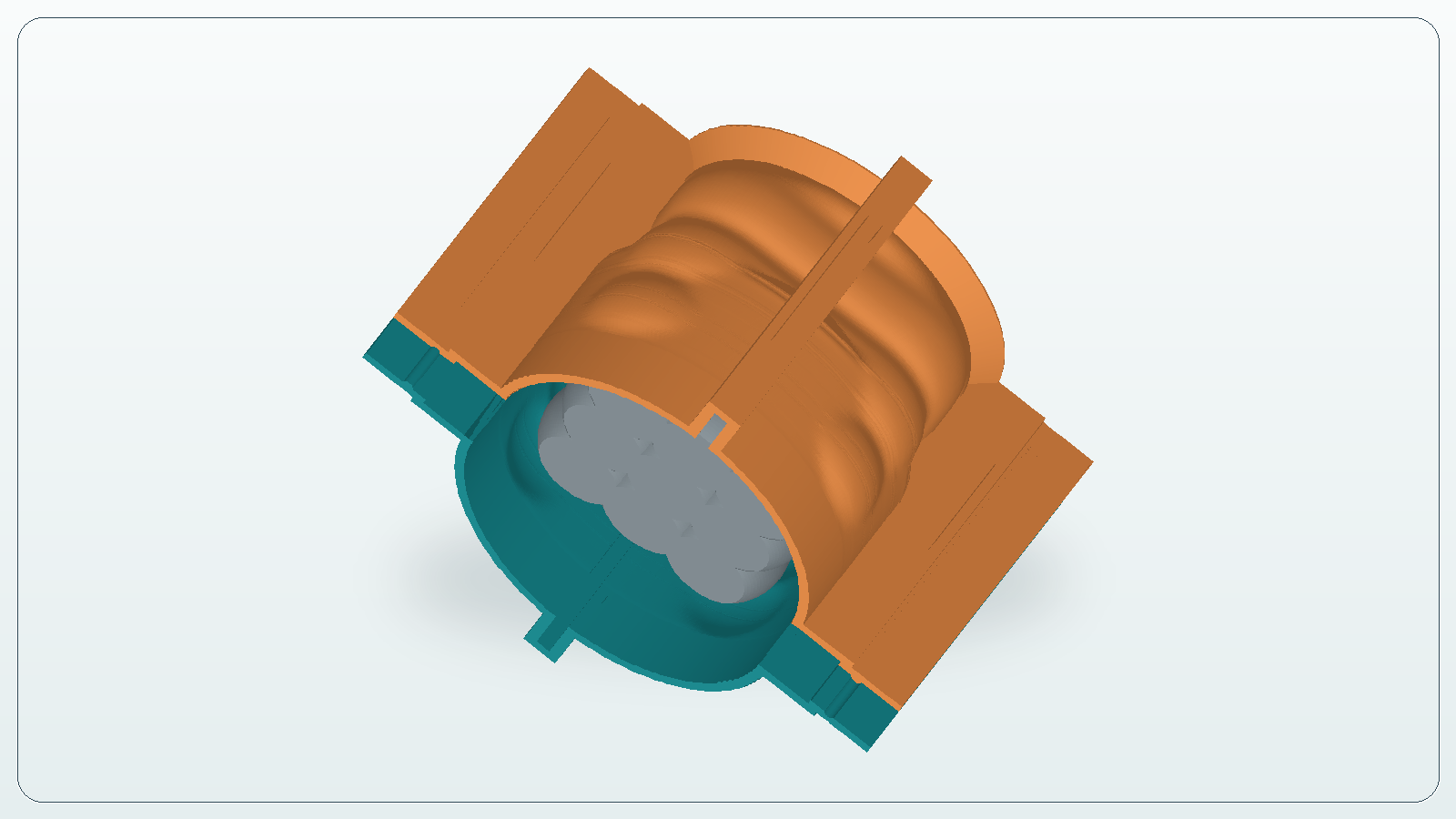
На этом этапе важно проверить не сам факт построения, а качество результата: как стенки идут вокруг модели, нет ли очевидного пересечения с исходным STL, не появились ли слишком тонкие места, понятно ли раскрытие секций после заливки.
Дно строится отдельной деталью. В экспорте доступно как дно вместе с фигуркой, так и отдельное дно. Это удобно, потому что разные мастерские по-разному готовят печать: кому-то проще печатать сборку вместе, кому-то нужно разделить детали и контролировать каждую поверхность отдельно.

В этом примере footprint получается простым, почти эллиптическим. Для свечи это нормально: нет длинных тонких выступов и деталей, которые сильно уходят в сторону. Если бы модель была с ручкой, крючком или тонким выступом, дно и стенки пришлось бы проверять внимательнее.
Здесь опалубка для силиконовых форм отличается от обычной коробки вокруг модели. Простая коробка обычно увеличивает расход силикона и не помогает заранее увидеть проблемы с разъемом. Печатная опалубка по STL должна решать задачу точнее: держать силикон там, где он нужен, и оставлять понятный способ сборки.
Перед слайсером
После построения не стоит сразу отправлять STL или 3MF в печать. Слайсер - это последняя проверка перед пластиком, и он часто показывает вещи, которые в 3D-превью легко пропустить.
Перед печатью нужно проверить, что:
- дно понятно ориентировано и не конфликтует с моделью;
- стенки не пересекают исходный STL;
- секции можно развести после заливки без повреждения силикона;
- у печатных деталей есть нормальная толщина, в слайсере количество периметров совпадает с ожидаемым.
Еще полезно посмотреть первый слой, направление шва, заполнение и время печати. Для опалубки не всегда важна декоративная поверхность, но важна предсказуемая геометрия. Если стенка напечаталась с щелью, дно выгнуло или секции плохо сходятся, это проявится на этапе заливки.
Для PLA и PETG обычно важнее стабильность размеров и отсутствие сильной деформации. Для смоляной печати добавляется отдельная тема: совместимость с силиконом и риск ингибирования отверждения. Это уже не проблема CraftMold как генератора опалубки, но это реальная проблема процесса. Если силикон не полимеризуется рядом с мастер-моделью или печатной деталью, виноват может быть материал, промывка, засветка или разделительный состав.
Частые ошибки
Первая ошибка - брать любой STL и ждать, что сервис сам превратит его в идеальную форму. Если модель не имеет нормального дна, содержит битую геометрию или очевидные жесткие поднутрения, лучше сначала исправить исходник.
Вторая ошибка - делать слишком маленькую толщину силикона ради экономии. Экономия в 10-20 граммов может испортить всю форму, если она рвется или заметно деформируется при работе.
Третья ошибка - не думать о раскрытии. Опалубка может нормально выглядеть на экране, но если после заливки секции нельзя развести без повреждения формы, значит разъем выбран плохо.
Четвертая ошибка - печатать без проверки масштаба. STL сам по себе не всегда говорит, в каких единицах он задуман. Если свеча должна быть 60 мм, а в слайсере она стала 6 мм или 600 мм, это надо поймать до печати.
Что в итоге дает CraftMold
В этом сценарии CraftMold закрывает не всю технологию силиконового литья, а конкретный этап: подготовку печатной опалубки по STL. Пользователь загружает модель, выбирает дно, задает параметры, смотрит результат и скачивает файлы для 3D-печати.
На выходе получается набор деталей: дно, секции стенок и экспорт в STL или 3MF. Дальше остается производственная часть: печать, подготовка поверхности, сборка, герметизация, выбор силикона, заливка и раскрытие формы.
Для небольших свечей, фигур, мастер-моделей и пробных серий такой подход экономит время. Не нужно каждый раз вручную собирать коробку в CAD, подгонять стенки, считать зазоры и заново продумывать линию разъема. Контроль результата все равно остается за человеком: перед печатью нужно проверить геометрию, сборку и ограничения своей модели.
Если коротко: для подходящей STL-модели CraftMold помогает быстро получить опалубку для силиконовой формы, проверить ее перед печатью и забрать понятные файлы для слайсера.
Проверить свою STL
Если у модели есть подходящее плоское дно, откройте CraftMold, загрузите файл, выберите рабочую плоскость и постройте детали опалубки для печати.
Сейчас доступ открыт по промокоду.